As the pinnacle of modern industry, automobiles rely on the body-in-white (BIW) as their “skeleton,” where welding techniques are crucial to structural quality. Diverse welding methods act like “metal magicians,” precisely joining metal sheets to forge a robust frame. Discover how these techniques work their magic!
Resistance Spot Welding: The Workhorse of BIW
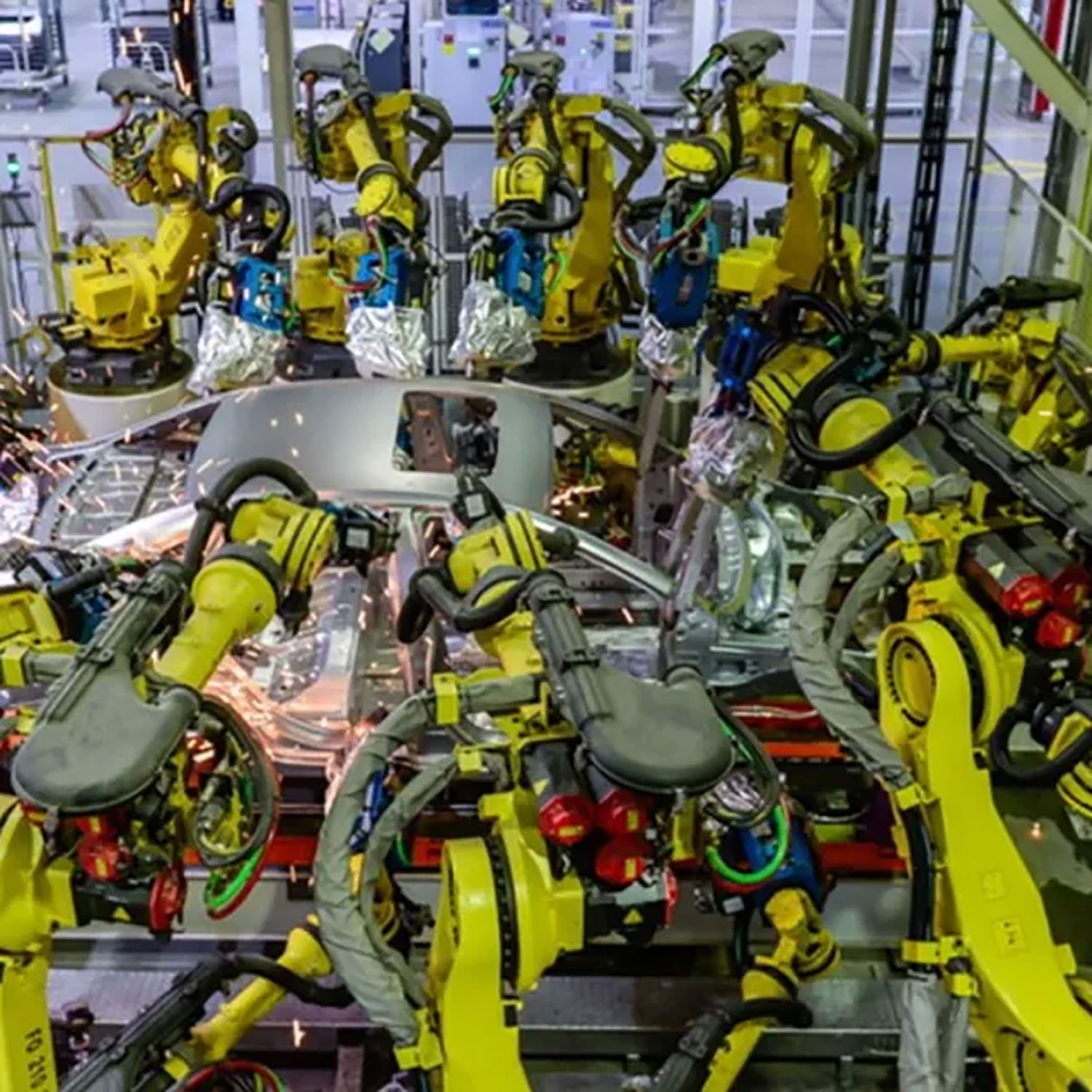
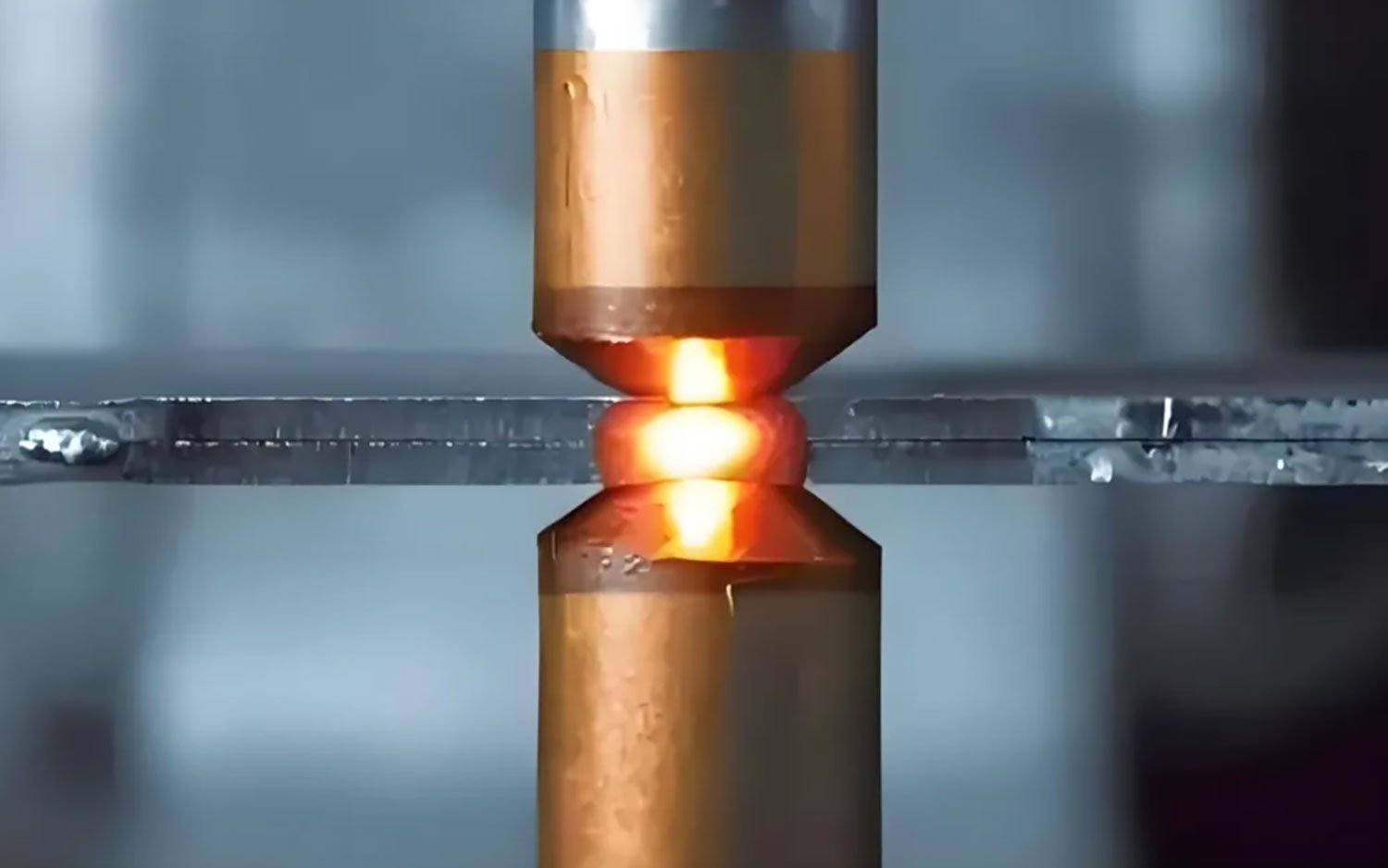
Resistance spot welding is a staple BIW technique. It utilizes the thermal effect of electric current: clamping workpieces together and passing current through them generates resistive heat, melting or plastically deforming the metal to form a bond.
In production, automated spot welding robots deliver both efficiency and precision. Modern production lines can complete thousands of welds per hour with consistent quality. Its high-strength welds ensure body rigidity and stability, forming the foundation of driving safety. Furthermore, its simple equipment and low maintenance costs align perfectly with mass production demands, cementing its role as the automotive industry’s “workhorse.”
Laser Welding: The Elegant Dancer of Advanced Processes
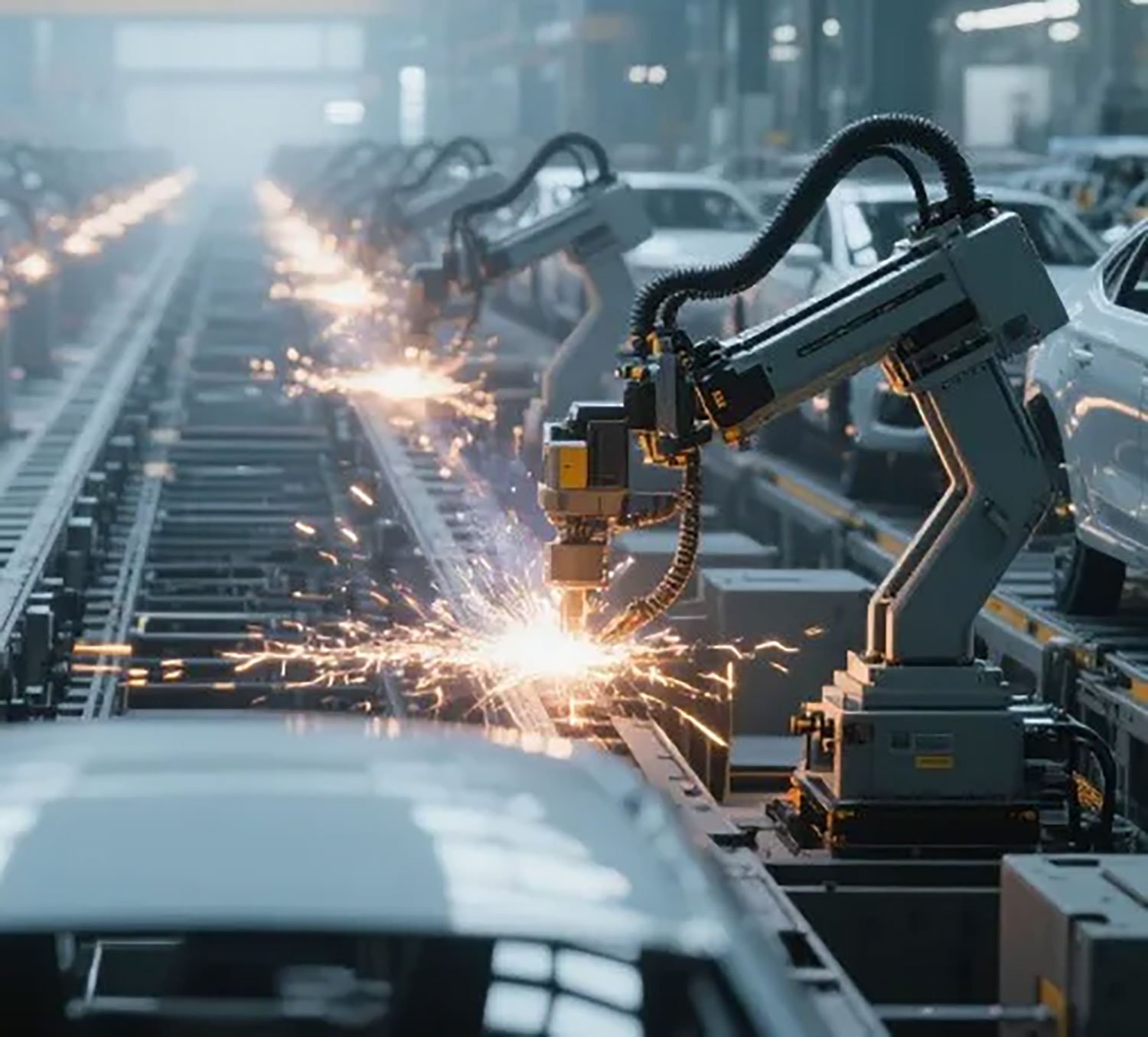
As automotive manufacturing evolves, laser welding stands out by using a high-energy-density laser beam as a heat source to melt and fuse materials. Its welds are remarkably narrow (0.2–0.5 mm), enhancing aesthetics while reducing grinding work. Concentrated energy minimizes the heat-affected zone, effectively reducing distortion and improving dimensional accuracy.
In high-end models, it seamlessly joins roofs and side panels for smoother lines, boosting sealing and sound insulation. Its high speed and efficiency also meet the demands of large-scale, high-volume production, making it a vital pillar of premium automotive manufacturing.
Arc Welding: The Versatile All-Rounder
Arc welding, a “versatile all-rounder” in BIW, melts materials using arc heat generated between an electrode and the workpiece, forming a weld pool that solidifies into a joint.
It excels in complex or hard-to-reach areas like reinforcements and brackets, allowing flexible adjustments for quality assurance. Low equipment costs and operational simplicity make it ideal for small-batch production or repairs. While slower and less precise than spot or laser welding, its adaptability ensures its crucial role in BIW, especially for intricate structural connections.

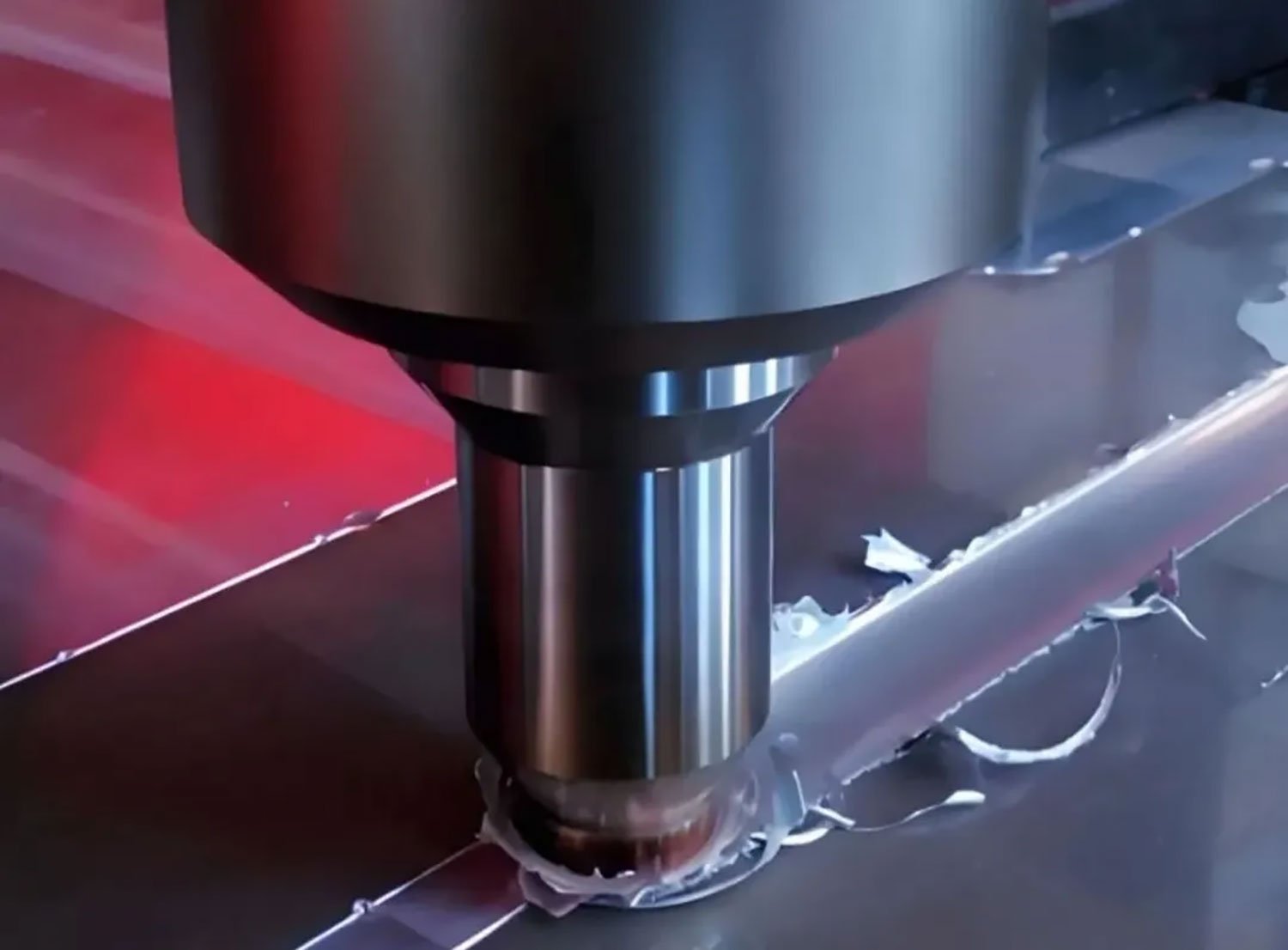
Friction Stir Welding: The Rising Star of New Technology
As an emerging solid-state joining process, friction stir welding (FSW) holds significant promise for BIW. A high-speed rotating tool generates frictional heat, softening metal to a plastic state, which is then stirred and forged into a solid bond.
Avoiding metal melting prevents defects like porosity or cracking, ensuring superior weld quality and joint performance without filler materials, reducing costs. In the era of lightweighting, FSW is ideal for joining materials like aluminum alloys, crucial for reducing weight and energy consumption. Though still emerging, its role is poised to expand as technology matures and costs decrease.