


镀锌钢件的电阻点焊(RSW) 工艺往往存在不小挑战。难点之一在于工件镀层与电极帽之间的相互作用。众所周知,电极帽是电阻点焊工艺中损耗最大的耗材部件,但合理操作仍能在更换前实现最大焊接点数,充分发挥其使用寿命。
遵循通用最佳操作规范,能够有效延长电极帽的使用寿命。部分关键规范包括但不限于:确保待焊材料具备可焊性、工件与电极的接触良好、焊枪及工装设备性能达标、电极对中精度与冷却效果优良、板材叠厚配比符合焊接要求,同时焊接参数程序适配实际工况。即便做到以上几点,还有一项工艺相关措施可保障焊接质量稳定:启用合适的电流阶梯控制功能。想要理解电流阶梯控制在电阻点焊工艺中的作用,首先需要了解,若点焊控制器未配置电流阶梯升压功能,焊接过程会出现哪些问题。
每完成一次焊接,预设焊接时间、次级焊接电流的通入,再加上焊接压力的作用,都会造成电极接触面物理损耗。业内常将这种现象称为电极蘑菇化变形。这种损耗有的十分轻微,即使经过多次焊接后也很难察觉;有的则损耗剧烈,在量产过程中会快速劣化。例如,对无镀层冷轧裸钢件进行点焊,且工件表面无污物、仅涂有少量中性防护油时,电极帽可完成数千次焊接,之后才会出现焊接质量不达标的情况。反之,部分钢材的镀层腐蚀性极强,会与电极帽发生合金化反应、加速磨损,仅焊接几十点就会彻底损坏,必须进行维护,损耗程度令人惊叹。电极最常规的维护方式主要有两种:修整电极帽接触面形貌,或直接更换电极帽,以此恢复电极接触面的几何精度。
什么是电流递增控制(Current Stepper)
电流递增控制(Current Stepper)是焊接控制器的一项功能,其创建的目的是帮助在电极维护周期之间增加可完成的焊点数量。它通过以程序化方式调节二次电流来实现,使得随着每个焊点的完成、电极帽接触面面积逐渐增大时,电流密度(电流/单位面积)能够保持相对一致。早期的焊接控制器仅允许在离散的间隔上增加电流。这使得随着焊点数量变化的电流曲线看起来像一组台阶,因此得名。现代焊接控制器则允许自定义曲线(例如每个焊点增加1安培)。然而,尽管现代示例中的曲线已呈斜线、不再像台阶,这一名称仍然沿用。
在汽车OEM层面,已经出现一种趋势,即不再使用电流递增控制的增益(boost)功能,而是仅将其作为一个计数器,用于触发维护操作。这种不加增益、提前修磨且频繁修磨(dress early, dress often)的理念在某些应用中是合理的,并且有助于建立稳健的工艺。话虽如此,在镀锌材料的焊接中,尤其是热镀锌(HDG),存在一些特殊情况,使得这种方法可能并不那么适用。关于这一点,我将在本文后续部分进一步说明。
然而,在继续之前,有一个重要点需要说明:本讨论实际上仅适用于汽车级镀层钢产品,特别是热镀锌应用。之所以这样说,是因为其他汽车级镀层(如电镀锌、合金化镀锌等)也会表现出类似的关注行为,但通常程度较轻。最后,任何其他材料基体(如不锈钢、铝等),或钢材上的其他镀锌等级(如商业级、军用级等)的焊接,均不在本文适用范围内。
另外,请注意,在本讨论中(并且值得再次强调),RSW工艺的所有方面都必须适用于所讨论的应用。材料的可焊性、工件装配状态、焊钳能力、设备配置与状态、电极对中、冷却条件、叠层比例以及实际的焊接规范,都必须适合该应用。如果不是这样,我们将无法在整个生产过程中正确评估电极磨损情况以及焊接性能表现。
实际步进剖面
那么,如何为 RSW 创建步进(也称为电流提升曲线)呢?首先必须建立一个稳健的起点。这实际上是成功的一半。在此基础上,您可以使用通用的步进曲线(见下面的示例),看看它的反应如何。这就需要提高质量检验水平,以确保不会采用过于激进或温和的方法(例如,随着时间的推移而出现驱逐或冷焊)。如果出现上述任何一种情况,都需要更改曲线来解决。下面的示例曲线还按电极面类型进行了细分。这考虑到了不同几何形状的焊面生长特性。您还需要考虑应用中的电极磨损问题:较厚的涂层材料对电极的磨损会更严重,可能需要更短的焊接次数或更高的增压值。反之亦然:较薄的无涂层材料对电极的磨损较小,可能需要较长的焊接次数或较低的增压值。最后,无论增压曲线如何,总会有一个极限,即电极的接触面不再能够支撑焊缝,需要进行修整或更换。
通用步进
| 步骤 | 1 | 2 | 3 | 4 | 5 |
| 焊接次数 | 100 | 200 | 300 | 300 | 300 |
Amps/Weld B-Nose* | 2 | 1.5 | 1 | 1 | 1 |
Amps/Weld A/E-Nose* | 1 | 1 | 1.5 | 1.5 | 2 |
*有关电极几何形状的信息,请参见参考文献 1
整个生产过程中的焊接可接受性
任何焊接过程都有一定的可变性,这在概念上并不难理解–事情似乎本来就会随时发生变化。只要在 YouTube 上搜索 “慢动作焊接视频”,就能找到证明。在那里,你会发现无数的选择,每一个似乎都比下一个更好,展示了一个金属起伏和流动的世界,似乎是它自己的自由意志。当然,这些都很可能是可见弧焊工艺。现在搜索 “慢动作电阻焊接视频”。仍然会有一些可见电弧焊视频出现,但现在人们可以看到一些电阻焊接过程。通过这种更慢、更近的视角观看,情况就会有些不同。考虑到上述所有因素,人们需要在整个生产流程中验证焊接的完整性。这正是步进机可以提供帮助的地方,在本案例中,步进机可能是完成任务的最有效方法。
前面几段详细介绍了 RSW 如何随时间发生变化,以及可能的通用步进轮廓如何发挥作用。我们将重点关注电极帽最初安装和首次焊接时的退化情况。为了清楚起见,我们所说的电极帽是指在开箱即用的状态下安装和使用的电极帽(如冷成形面),或者是在安装和修整后使用的电极帽(如切割面)。
最初的几道焊缝
如上所述,在整个生产过程中注意焊缝的完整性非常重要。但如果密切关注涂层材料的前几道焊缝,就可能会发现自己处于以下情况:
- 安装电极帽并开始生产涂层钢时,可能会出现几乎无法接受的小焊缝。这可能会导致想要增加基本计划焊接电流,并从更高的初始值开始。不过,我们需要看看在短时间内(30-100 次焊接)会发生什么情况,这可能不是一个好主意。
- 随着焊缝数量的增加,如果不对最初的焊接计划进行任何修改,也不使用任何类型的步进器,最初较小的焊缝就会开始增加。最终,如果不小心的话,焊缝就会变得非常大,甚至有可能被焊死。
- 经过少量焊接(同样,30-100 次)后,我们可能会发现自己的工艺正在排出金属,产生的焊缝比理想的要小,甚至可能不符合最小焊接尺寸 (MWS) 的标准。
让我们更详细地了解一下上述情况。首先,在如此早期的生产过程中,每一条焊缝都与之前的焊缝不同。这意味着 1 号焊缝与 10 号焊缝或 100 号焊缝是不一样的。是什么在变化呢?电极钣金焊接表面的接触电阻在变化。
再细分一下。当我们使用的是全新或刚更换过的瓶盖时,电极接触电阻较高。这可能是因为电极表面有点粗糙和/或存在氧化物或其他残留膜。这可能会导致接触面积变小,在此界面上的电压降比人们希望或希望看到的要大。最终的结果是,在你不希望出现热量的地方(电极与金属板的焊接面)可能会出现更多的热量,而在你希望出现热量的地方(待焊材料的焊接面)可能会出现更少的热量。
但经过 30-100 次焊接(或多或少)后,整个情况就会发生变化。现在电极接触的面积更大了,原来存在的氧化物和/或薄膜都烧掉了,一些锌被吸附并与铜合金化。所有这些都会导致焊缝之间的差异减小,表面接触电阻大大降低。我们现在可以将热量传递到我们想要的地方–待焊接材料的熔合表面。更重要的是,电极面几何形状的影响成为焊接尺寸的主要驱动力。
另一种观点
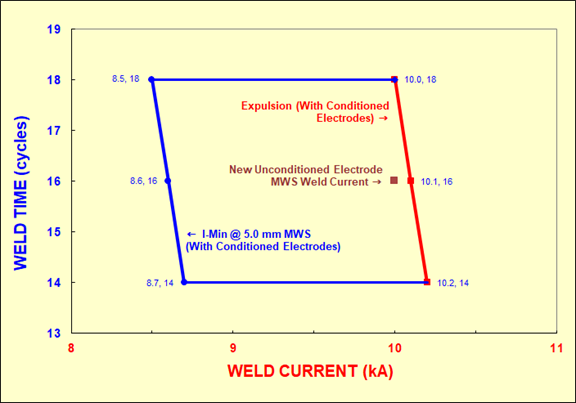
上述情形是一种经常出现的现象。说明这一现象的一种方法是使用焊接工艺窗口(weld lobe)。焊接工艺窗口是表达某一电阻点焊应用稳健性的一种方式(见图1)。本质上,它是一种以图形方式表示在特定条件组合下(焊接压力、电极帽配置、板材叠层等),能够产生合格焊点的多种焊接电流与焊接时间组合的方法。
焊接工艺窗口(有时也称为焊接窗口)是通过绘制焊接电流与焊接时间之间的关系而建立的,这些数据对应某一可测量特性,最常见的是焊点尺寸。注意:在某一特定焊接时间下得到的数据称为焊接范围(weld range)。如果在某一特定条件下测试了多个焊接时间(强烈建议这样做),则可将这些数据组合形成一个焊接工艺窗口。有关如何建立焊接范围的更多细节,请参见参考文献2。
在这一过程中有一个重要的前提:焊接范围通常是在已经“跑合”的电极上进行测试的——这一过程根据具体方法不同,被称为“调理(conditioning)”,有时也称为“稳定化(stabilization)”。下文将统一使用“调理(conditioning)”这一术语。
- 焊接工艺窗口曲线的左边界表示能够满足最低可接受质量要求(本例中为5.0 mm最小焊核尺寸,MWS)的焊接电流与时间组合。位于该曲线左侧的参数组合仍可能产生焊点,但通常在某一特定评价指标下,其质量低于期望水平。
- 焊接工艺窗口的右边界表示会导致母材飞溅(expulsion或flashing)的焊接电流与时间组合。然而,使用该曲线右侧参数所形成的焊点,在某些情况下仍可能满足工程设计要求。
- 在某一固定焊接时间下,这两个边界之间的距离称为电流范围(current range)。较宽的电流范围是工艺稳健性的一个标志。这意味着该叠层结构能够容忍制造过程中的变化以及由设备老化或性能下降带来的波动。相反,较窄的电流范围则表明该工艺对常规制造波动的容忍度较低。这类工艺通常较为“敏感”,需要投入更多关注与控制。
我们通过在焊接工艺窗口图中增加一个数据点(见图1),来说明电极调理的影响。该焊接工艺窗口的独特之处在于:它展示了在一组全新、未调理电极条件下,能够满足最小焊核尺寸(MWS)要求时所需的二次电流值。
然而,一旦电极经过调理(如上所述),达到MWS所需的二次电流(I-Min)会显著降低。此外,未调理电极状态下达到MWS的电流值,仅略低于已调理电极发生飞溅时的电流值(I-Max)。这正是前文所描述的问题。从生产角度来看,这是一个实际存在的难题,因为由于电极接触面电阻的变化,电极在初期阶段表现出非常动态的磨合特性。
这种动态行为可能带来的一个后果是:已发布的焊接工艺窗口数据可能实际参考价值较低。对此,有一种解决方法,即通过“焊接工艺窗口点验证(Weld Lobe Point Verification)”来确认数据。
焊接工艺窗口点验证试验用于验证某一特定焊接参数组合,是否能够持续稳定地产生符合质量要求的焊点。该试验通过在工艺窗口内选定一个验证点进行测试来完成。
对于典型的汽车级材料,该验证点通常选择在某一焊接时间下,低于飞溅电流500–1000安培的位置,并使用模拟生产状态的电极(即未调理的全新电极或已修磨电极)。
验证中的焊接测试通常包括一系列剥离试样(peel coupons)(通常不少于30个),所有剥离后的焊点均应大于最小焊核尺寸(MWS),并且理想情况下不应出现飞溅现象。
可能的替代方案
解决这一问题的一个可行办法是采用负步进升压曲线(见图-2)。正如示例中详细说明的那样,这种类型的升压曲线允许在使用新电极帽时使用较高的初始启动次级电流,然后迅速减小到更适合已调节电极帽的基线值。一旦电极帽开始出现正常磨损,就可以设置正值的升压,从而延长电极维护周期之间的间隔时间。虽然这需要一些试验,但采用这种替代性升压策略后,RSW 过程将更加稳健,成本效益更高。
RSW 工艺可以非常稳健,即使在涂层材料上也是如此。但是,为了达到这种坚固性,必须考虑到许多变量,在不符合要求时加以解决,并记录在案以供参考,最后在零件的生命周期内加以维护。目前所需的步进装置就是其中之一。
图-1:电阻点焊叶片
图-2:涂层材料电阻点焊电流步进提升曲线
参考资料
1) RWMA《电阻焊接手册》,修订版第 4 版
2) AWS D8.9M-2022,评估汽车钢板材料电阻点焊性能的测试方法
小唐纳德-F-马茨(Donald F. Maatz)现供职于 Milco Manufacturing 公司,担任高级焊接工程师。他曾任 AWS 底特律分会主席、D8 和 D8.9 汽车焊接委员会委员、D8D 委员会主席、C1 电阻焊接委员会顾问、AWS 认证的 CWI 和 RWMA 学校讲师。他毕业于俄亥俄州立大学,获得焊接工程学士学位。如果没有 Milco 团队成员的协助,本文将无法完成。请将您的意见/问题发送至dmaatz@milcomfg.com。
图-1:一个电阻点焊焊缝叶片,显示新电极和经过调整的电极的焊缝尺寸
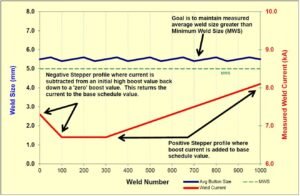
图-2:涂层材料电阻点焊电流步进提升曲线
View in Printable PDF Format