


La soldadura por puntos de resistencia (RSW) en piezas de acero con revestimiento galvanizado puede ser un reto. Una parte de este reto es la interacción entre el revestimiento del material y las tapas de los electrodos. Aunque se sabe que los capuchones de los electrodos son la parte más consumible del proceso de RSW, es lógico que se quiera obtener el mayor número posible de soldaduras antes de tener que sustituirlos.
Hay muchas buenas prácticas genéricas que uno puede seguir para asegurarse de obtener la mayor duración posible de los electrodos. Una lista parcial incluiría, entre otras cosas, asegurarse de que los materiales son soldables, de que la presentación de la pieza a los electrodos es buena, de que la pistola/herramienta de soldadura es adecuada, de que la alineación y el enfriamiento de los electrodos son excelentes, de que tienes una relación de apilado soldable, y de que el programa de soldadura en sí es adecuado para la aplicación. Dicho todo esto, hay otro elemento relacionado con el proceso que puede ayudar a garantizar que se realizan buenas soldaduras: Utilizar un regulador de corriente adecuado. Para ayudar a comprender lo que un regulador de corriente puede hacer por el proceso RSW, primero hay que entender lo que ocurriría si estuviéramos soldando por puntos y no tuviéramos una función de aumento del regulador de corriente en nuestro control de soldadura.
A medida que se realiza cada soldadura, el acto de aplicar el tiempo de soldadura y la corriente secundaria programados, combinado con la aplicación de la fuerza de soldadura necesaria, degrada físicamente el estado de la cara de contacto del electrodo. Algunos en la industria se refieren a esto como mushrooming. Esta degradación puede ser sutil y apenas perceptible incluso después de muchas soldaduras, o puede ser dramática, produciéndose muy rápidamente en la tirada de producción. Por ejemplo, cuando se utiliza el proceso RSW en acero desnudo laminado en frío y las piezas están libres de suciedad y ligeramente recubiertas con un aceite benigno conocido, puede ser posible realizar muchos miles de soldaduras antes de que los casquillos de los electrodos ya no sean capaces de producir una soldadura de calidad aceptable. Por otra parte, he visto algunos aceros en los que el revestimiento actúa tan agresivamente como agente de desgaste al alearse con los capuchones de los electrodos que estaban esencialmente arruinados y requerían mantenimiento después de menos de unas pocas docenas de soldaduras – En una palabra, ¡guau! La actividad de mantenimiento de electrodos más habitual consiste en renovar la geometría de la cara de contacto, ya sea rectificando la tapa del electrodo o sustituyéndola.
Qué es un Stepper de corriente
El escalonador de corriente es una función del control de soldadura y se creó como medio para ayudar a aumentar el número de soldaduras entre los ciclos de mantenimiento del electrodo. Lo consigue ajustando la corriente secundaria de forma programada para que la densidad de corriente (amperios/unidad de superficie) se mantenga relativamente constante a medida que aumenta la superficie de la cara de contacto de la tapa del electrodo en cada soldadura. Los primeros controles de soldadura sólo permitían añadir corriente a intervalos discretos. El resultado era un trazado del perfil de corriente a lo largo del recuento de soldaduras que parecía un conjunto de escalones, de ahí el nombre. Un control de soldadura más moderno permite un trazado personalizado del perfil (por ejemplo, un aumento de 1 amperio/soldadura). Sin embargo, a pesar de que el perfil del ejemplo moderno es una línea inclinada y ya no parece un conjunto de escaleras, el nombre se ha mantenido.
Los fabricantes de equipos originales de automoción han dejado de utilizar la función de refuerzo de los motores paso a paso actuales y los utilizan estrictamente como contador para activar una actividad de mantenimiento. Esta filosofía de no-boost, vestirse pronto y vestirse a menudo tiene su mérito en ciertas aplicaciones, y puede ser útil para establecer un proceso robusto. Dicho esto, hay algunos aspectos únicos de la soldadura en material recubierto de zinc, especialmente el galvanizado por inmersión en caliente (HDG), que pueden no funcionar tan bien con este enfoque. Profundizaré más en esta idea más adelante en este artículo.
Sin embargo, un punto importante antes de seguir adelante: Este debate sólo es relevante para los productos de acero revestido para automoción, en concreto para las aplicaciones de galvanizado por inmersión en caliente. Digo esto porque otros revestimientos de calidad automovilística (electrogalvanizado, galvanizado, etc.) presentan este comportamiento preocupante, pero normalmente en menor grado. Por último, la soldadura de cualquier otro sustrato material (inoxidable, aluminio, etc.), o grado de recubrimiento galvanizado (es decir, comercial, militar, etc.) sobre acero, queda fuera del ámbito de aplicabilidad de este artículo.
Además, ten en cuenta para este debate, y vale la pena repetirlo, que todos los aspectos del proceso RSW deben ser correctos para la aplicación que se está tratando. Los elementos importantes de soldabilidad del material, presentación de la pieza, capacidad, configuración y estado de la pistola de soldar, alineación del electrodo, refrigeración, relación de apilamiento, además del propio programa de soldadura, deben ser adecuados para la aplicación. Si no fuera así, no podríamos evaluar correctamente la aplicación en cuanto al desgaste del electrodo y el rendimiento de la soldadura a lo largo de una tirada de producción.
Perfil escalonado real
Entonces, ¿cómo se crea un escalón (también llamado perfil de aumento de corriente) para RSW? Lo primero que hay que hacer es establecer un punto de partida sólido. Esto es realmente la mitad de la batalla. A partir de aquí, puedes utilizar un perfil stepper genérico (ver ejemplos más abajo) y ver cómo reacciona. Esto requerirá un mayor nivel de inspección de calidad por tu parte para asegurarte de que no programas un enfoque demasiado agresivo o suave (por ejemplo, expulsión o soldaduras frías que aparecen con el tiempo). Si se desarrolla alguna de estas condiciones, habrá que cambiar el perfil para solucionarlo. El perfil de muestra que aparece a continuación también se desglosa por tipo de cara del electrodo. Esto tiene en cuenta las diferentes características de crecimiento de la cara con las distintas geometrías. También deberás tener en cuenta el desgaste del electrodo para la aplicación: Los materiales revestidos de calibre más grueso desgastarán los electrodos de forma más agresiva, y pueden requerir recuentos de soldadura más cortos, o valores de refuerzo más altos. Lo contrario también es cierto: los materiales no revestidos de calibre más fino desgastarán los electrodos de forma menos agresiva y pueden requerir recuentos de soldadura más largos o valores de refuerzo más bajos. Por último, siempre habrá un límite en el que, independientemente del perfil de refuerzo, la cara de contacto del electrodo ya no pueda soportar la soldadura y requiera mantenimiento, ya sea en forma de rectificado o sustitución.
Stepper genérico
| Paso | 1 | 2 | 3 | 4 | 5 |
| Recuento de soldaduras | 100 | 200 | 300 | 300 | 300 |
| Amperios/Soldadura
Nariz B* |
2 | 1.5 | 1 | 1 | 1 |
| Amperios/Soldadura
A/E-Nariz* |
1 | 1 | 1.5 | 1.5 | 2 |
*Ver Referencia-1 para información sobre la geometría del electrodo
Aceptabilidad de la soldadura a lo largo de una serie de producción
No es difícil captar conceptualmente la idea de que cualquier proceso de soldadura tiene una cierta variabilidad: las cosas parecen cambiar inherentemente de un momento a otro. Como prueba, basta con buscar «vídeo de soldadura a cámara lenta» en YouTube. Allí encontrarás un sinfín de opciones, cada una aparentemente mejor que la siguiente, que ilustran un mundo en el que el metal fluye y refluye, aparentemente por voluntad propia. Por supuesto, lo más probable es que se trate de procesos de arco visible. Ahora busca «vídeo de soldadura por resistencia a cámara lenta». Seguirán apareciendo algunos vídeos de arco visible, pero ahora se pueden ver algunos de los procesos resistivos. Y cuando se ven desde esta perspectiva más lenta y cercana, las cosas parecen un poco diferentes. Con todo lo anterior en mente, tiene sentido que uno necesite verificar la integridad de la soldadura a lo largo de toda la tirada de producción. Aquí es donde una máquina paso a paso puede ayudar, y en el caso que se va a ilustrar, puede ser la forma más eficaz de llevar a cabo la tarea.
En los párrafos anteriores se ha detallado un poco cómo puede cambiar una RSW con el tiempo, y cómo puede ayudar un posible perfil escalonado genérico. El aspecto de esta degradación en el que nos centraremos es cuando las caperuzas se instalan inicialmente y realizan sus primeras soldaduras. Para que quede claro, estamos hablando de caperuzas de electrodo instaladas y utilizadas en su estado original (por ejemplo, una cara conformada en frío), o después de haber sido instaladas y rectificadas (por ejemplo, una cara cortada).
Las primeras soldaduras
Como ya se ha dicho, es muy importante estar atento a la integridad de la soldadura durante toda la tirada de producción. Pero si se presta mucha atención a las primeras soldaduras de un material revestido, podrías encontrarte en la siguiente situación:
- Cuando se instalan las caperuzas de electrodo y se inicia la producción en aceros revestidos, es posible que realices soldaduras casi inaceptablemente pequeñas. Esto puede provocar el deseo de aumentar la corriente de soldadura del programa base y empezar con un valor inicial más alto. Sin embargo, hay que ver lo que ocurre en un corto periodo de tiempo (piensa en 30-100 soldaduras) que hace que esto no sea una buena idea.
- A medida que crece nuestro número de soldaduras, sin hacer ningún cambio en nuestro programa inicial de soldaduras, y sin utilizar ningún tipo de escalonador, las soldaduras que inicialmente eran pequeñas empezarán a crecer. Y con el tiempo, si no se tiene cuidado, las soldaduras crecerán tanto que podrían llegar al punto en que la expulsión sea muy posible.
- Después de un pequeño número de soldaduras (de nuevo, 30-100) podemos encontrarnos con un proceso que ahora está expulsando metal y creando soldaduras más pequeñas de lo deseable – Hasta el punto de que pueden ser discrepantes con la norma respecto al Tamaño Mínimo de Soldadura (TMS).
Vamos a detallar más lo que ocurre con el escenario mencionado. Para empezar, cuando se está en una fase tan temprana de la producción, cada soldadura sucesiva, cada una, es diferente de la anterior. Esto significa que la soldadura nº 1 no es la misma que la nº 10, o la nº 100. Pero, ¿qué es lo que cambia? La resistencia de contacto en la superficie de fusión de la chapa del electrodo está cambiando.
Para desglosar esto un poco más. Cuando tenemos tapones nuevos o recién vestidos, la resistencia de contacto del electrodo es mayor. Esto puede deberse a que la cara del electrodo es un poco rugosa y/o a la presencia de óxidos u otras películas residuales. Esto puede provocar tanto una menor superficie de contacto como una mayor caída de tensión a través de esta interfaz de lo que cabría esperar o desear. El resultado final es un potencial con más calor donde no lo quieres -en la superficie de contacto entre el electrodo y la chapa- y menos calor disponible donde lo quieres, en la superficie de contacto de los materiales a soldar.
Pero después de 30-100 soldaduras (más o menos), todo cambia. Ahora el electrodo entra en contacto con un área mayor, los óxidos y/o películas que había se han quemado y se ha recogido algo de zinc y se ha aleado con el cobre. Todo ello reduce la variabilidad entre soldaduras y la resistencia de contacto superficial. Ahora el calor va a donde queremos: a la superficie de fusión de los materiales a soldar. Y lo que es más importante, el efecto de la geometría de la cara del electrodo se convierte en la fuerza impulsora dominante del tamaño de la soldadura.
Otro punto de vista
El escenario mencionado es un fenómeno que se observa con frecuencia. Una forma de ilustrarlo es con un lóbulo de soldadura. Un lóbulo de soldadura es una forma de expresar la robustez de una aplicación concreta de soldadura por puntos de resistencia (ver Figura-1). En esencia, es un medio de expresar gráficamente las numerosas combinaciones de corrientes y tiempos de soldadura que producen soldaduras satisfactorias para un conjunto específico de condiciones (fuerza de soldadura, configuración de la tapa del electrodo, apilamiento del metal, etc.). El lóbulo de soldadura (a veces llamado ventana de soldadura) se crea trazando los valores de corriente de soldadura frente al tiempo de soldadura que corresponden a una característica medible concreta; lo más típico es el tamaño de la soldadura. Nota: Los datos de la evaluación en un tiempo de soldadura concreto se denominan intervalo de soldadura. Si se evalúa más de un tiempo de soldadura para una condición específica (muy recomendable), se combinan para formar un lóbulo de soldadura. Consulta la Referencia-2 para obtener más detalles sobre cómo crear un intervalo de soldadura. Una advertencia importante sobre este proceso: Los cordones de soldadura suelen realizarse con electrodos que han sido sometidos a rodaje. Este proceso, dependiendo de cómo se realice, se denomina acondicionamiento o, en algunos casos, estabilización. En adelante utilizaremos el término acondicionamiento.
- El límite izquierdo de la curva lobular muestra las combinaciones de corriente y tiempo de soldadura que producen una soldadura que cumple los requisitos mínimos de calidad aceptables, en este caso una MWS de 5,0 mm. Las combinaciones de corriente y tiempo de soldadura situadas a la izquierda de la curva pueden seguir produciendo soldaduras, pero generalmente serán de una calidad inferior a la deseada, medida en función de una característica concreta.
- El límite derecho del lóbulo muestra las combinaciones de corriente de soldadura y tiempo que corresponden a la expulsión del sustrato, o flashing. Sin embargo, las soldaduras producidas con parámetros situados a la derecha de esta curva pueden seguir cumpliendo los objetivos de ingeniería.
- La distancia entre estos dos límites en un tiempo de soldadura determinado se denomina rango de corriente. Un amplio rango de corriente es una indicación de la robustez del proceso. Como tal, el apilamiento en cuestión sería tolerante a los cambios en el proceso de fabricación y el equipo de soldadura resultantes de la variación normal del proceso y la degradación del equipo. Por el contrario, un rango de corriente estrecho es indicativo de un proceso mucho menos tolerante a las variaciones típicas del proceso de fabricación. Lo más probable es que tales procesos sean «quisquillosos» y parezcan exigir mucha más atención de la que les corresponde.
Hemos ayudado a ilustrar el efecto del acondicionamiento de los electrodos añadiendo un punto de datos adicional en un gráfico de lóbulos de soldadura (Ver Figura-1). Lo que tiene de particular este gráfico de lóbulos de soldadura es que detalla el valor de la corriente secundaria cuando un nuevo juego de electrodos no acondicionados produce una soldadura que cumple los requisitos del MWS. Sin embargo, una vez acondicionados los electrodos (ver más arriba), la corriente secundaria necesaria para conseguir una soldadura en MWS (I-Min) era sustancialmente menor. Además, la nueva corriente MWS del electrodo no acondicionado es sólo ligeramente inferior a la corriente de expulsión del electrodo acondicionado (I-Max). Este es exactamente el problema detallado anteriormente. Y desde el punto de vista de la producción, esto representa un verdadero problema, ya que los electrodos muestran un comportamiento de rodaje muy dinámico debido a la variación de la resistencia de su cara de contacto.
Una posible consecuencia de este comportamiento dinámico es que los resultados publicados para un lóbulo de soldadura pueden tener un valor mínimo. Hay una forma de evitarlo: confirmar los datos mediante una Verificación del Punto del Lóbulo de Soldadura. La prueba de Verificación del Punto del Lóbulo de Soldadura valida un conjunto específico de parámetros de soldadura en cuanto a su capacidad para producir soldaduras de calidad aceptable de forma consistente. La prueba se realiza validando el punto de soldadura dentro del lóbulo. Para los materiales típicos de grado de automoción, el punto de validación suele estar entre 500 y 1000 amperios por debajo de la corriente de expulsión para un tiempo de soldadura determinado y utiliza electrodos configurados para imitar un entorno de producción (es decir, sacados de la caja sin acondicionar, o revestidos). La parte de soldadura de la validación consiste en una serie de cupones pelados (normalmente 30 o más) en el punto de validación deseado. Todas las soldaduras de prueba peladas deben ser superiores a MWS, y lo ideal es que no presenten expulsión.
Una alternativa posible
Una posible solución a este problema es emplear un perfil de refuerzo escalonado negativo (Ver Figura-2). Como se detalla en el ejemplo, este tipo de perfil de refuerzo permite utilizar una corriente secundaria de arranque inicial más alta con los electrodos nuevos, que se reduce rápidamente a un valor de referencia más adecuado para los electrodos acondicionados. Una vez que los capuchones de los electrodos empiezan a mostrar un desgaste normal, se puede programar un valor positivo de refuerzo, prolongando así el tiempo entre los ciclos de mantenimiento de los electrodos. Aunque habrá que experimentar un poco, el proceso de RSW será más robusto y rentable si se emplea esta estrategia de refuerzo alternativa.
El proceso RSW puede ser muy robusto, incluso en materiales recubiertos. Sin embargo, para conseguir esa robustez, hay muchas variables que deben tenerse en cuenta, abordarse si están fuera de conformidad, documentarse como referencia y, por último, mantenerse durante el ciclo de vida de la pieza. El paso a paso actual necesario es una de ellas.
Figura-1: Un lóbulo de soldadura por puntos de resistencia
Figura-2: Un perfil de aumento de corriente de soldadura por puntos de resistencia para material revestido
Referencias:
1) Manual de soldadura por resistencia de la RWMA, 4ª edición revisada
2) AWS D8.9M-2022, Métodos de ensayo para evaluar el comportamiento de la soldadura por resistencia por puntos de materiales de chapa de acero para automoción.
Donald F. Maatz, Jr. trabaja en Milco Manufacturing como Ingeniero Superior de Soldadura. Fue presidente de la Sección de AWS-Detroit, forma parte de los Comités de Soldadura de Automoción D8 y D8.9, es presidente del D8D y asesor del Comité de Soldadura por Resistencia C1, es CWI avalado por AWS e instructor de la Escuela RWMA. Es licenciado en Ingeniería de Soldadura por la Universidad Estatal de Ohio. Este artículo no habría sido posible sin la ayuda de los miembros del equipo Milco. Envía tus comentarios/preguntas a Don a dmaatz@milcomfg.com.
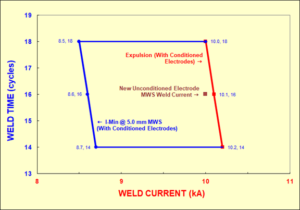
Figura-1: Un lóbulo de soldadura por puntos de resistencia que muestra el tamaño de la soldadura para electrodos nuevos y acondicionados
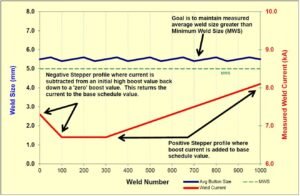
Figura-2: Un perfil de aumento de corriente de soldadura por puntos de resistencia para material revestido
Ver en formato PDF para imprimir
Artículo web de Milco – Escaleras de corriente de soldadura